• Superior Design
• Superior Quality
• Superior Price



Superior propane LP gas refrigerators are superior in quality and price.
Gas Components - Two Year Limited - Parts Only
Cooling Unit - Five Year Limited - Parts Only
Components - (ie. Crispers, Shelves, Handles, Hinges)
90 Day Limited - Parts Only
All units are test fired and inspected prior to leaving our facilities.

1.5 Cubic Foot Propane LP Gas Refrigerator

2 Cubic Foot Propane LP Gas Refrigerator

3.5 Cubic Foot Propane LP Gas Refrigerator

6 Cubic Foot Propane LP Gas Refrigerator

8 Cubic Foot Propane LP Gas Refrigerator
8 Cubic Foot LP Gas / Electric Refrigerator

10 Cubic Foot Propane LP Gas Refrigerator
10 Cubic Foot LP Gas / Electric Refrigerator

6.5 Cubic Foot LP Gas Freezer
The continuous absorption type of cooling unit is operated by the application of a limited
amount of heat furnished by gas, electricity or kerosene. No moving parts are employed.
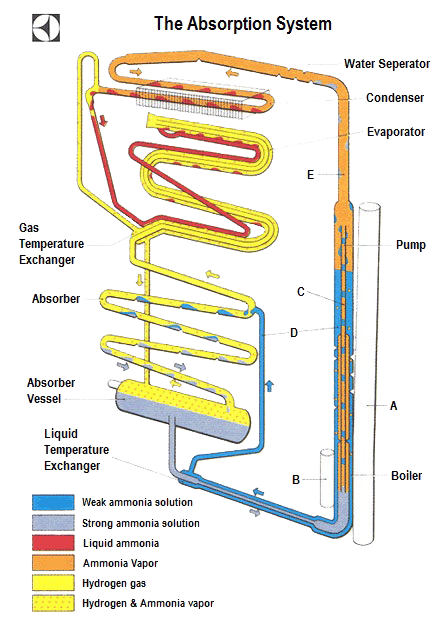 The unit consists of four main parts - the boiler, condenser, evaporator and absorber.
The unit consists of four main parts - the boiler, condenser, evaporator and absorber.
The unit can be run on either electricity, kerosene or gas. When the unit operates on kerosene
or gas the heat is supplied by a burner which is fitted underneath the central tube (A) and when
the unit operates on electricity the heat is supplied by a heating element inserted in the pocket (B).
The unit charge consists of a quantity of ammonia, water and hydrogen at a sufficient pressure to
condense ammonia at the room temperature for which the unit is designed.
When heat is supplied to the boiler system, bubbles of ammonia gas are produced which rise and
carry with them quantities of weak ammonia solution through the siphon pump (C). This weak solution
passes into the tube (D), whilst the ammonia vapor passes into the vapor pipe (E) and on to the water
separator. Here any water vapor is condensed and runs back into the boiler system leaving the dry
ammonia vapor to pass to the condenser.
Air circulating over the fins of the condenser removes heat from the ammonia vapor to cause it to condense
to liquid ammonia in which state it flows into the evaporator.
The evaporator is supplied with hydrogen. The hydrogen passes across the surface of the ammonia and
lowers the ammonia vapor pressure sufficiently to allow the liquid ammonia to evaporate. The evaporation
of the ammonia extracts heat from the food storage space, as described above, thereby lowering the
temperature inside the refrigerator.
The mixture of ammonia and hydrogen vapor passes from the evaporator to the absorber.
Entering the upper portion of the absorber is a continuous trickle of weak ammonia solution fed by gravity
from the tube (D). This weak solution, flowing down through the absorber comes into contact with the mixed
ammonia and hydrogen gases which readily absorbs the ammonia from the mixture, leaving the hydrogen
free to rise through the absorber coil and to return to the evaporator. The hydrogen thus circulates continuously
between the absorber and the evaporator.
The strong ammonia solution produced in the absorber flows down to the absorber vessel and thence to the boiler
system, thus completing the full cycle of operation.
The liquid circulation of the unit is purely gravitational.
Heat is generated in the absorber by the process of absorption. This heat must be dissipated into the surrounding air.
Heat must also be dissipated from the condenser in order to cool the ammonia vapor sufficiently for it to liquefy.
Free air circulation is therefore necessary over the absorber and condenser.
The whole unit operates by the heat applied to the boiler system and it is of paramount importance that this heat is
kept within the necessary limits and is properly applied.
Telephone: +1 (715) 546-4297
Superior © . All Rights Reserved.